













產品詳情
工業冷水機組是化工生產過程中關鍵的溫控設備,專為化工設備冷卻場景設計,通過高效制冷系統為反應釜、換熱器、分離裝置等核心設備提供穩定的低溫冷卻介質(如冷凍水、乙二醇溶液等),確保化工反應、物料處理、精餾提純等工藝在適宜溫度下高效運行。產品采用工業級核心部件,具備防爆、防腐、耐高壓等特性,適配化工行業嚴苛工況,是提升化工生產安全性、穩定性與能效比的理想選擇。
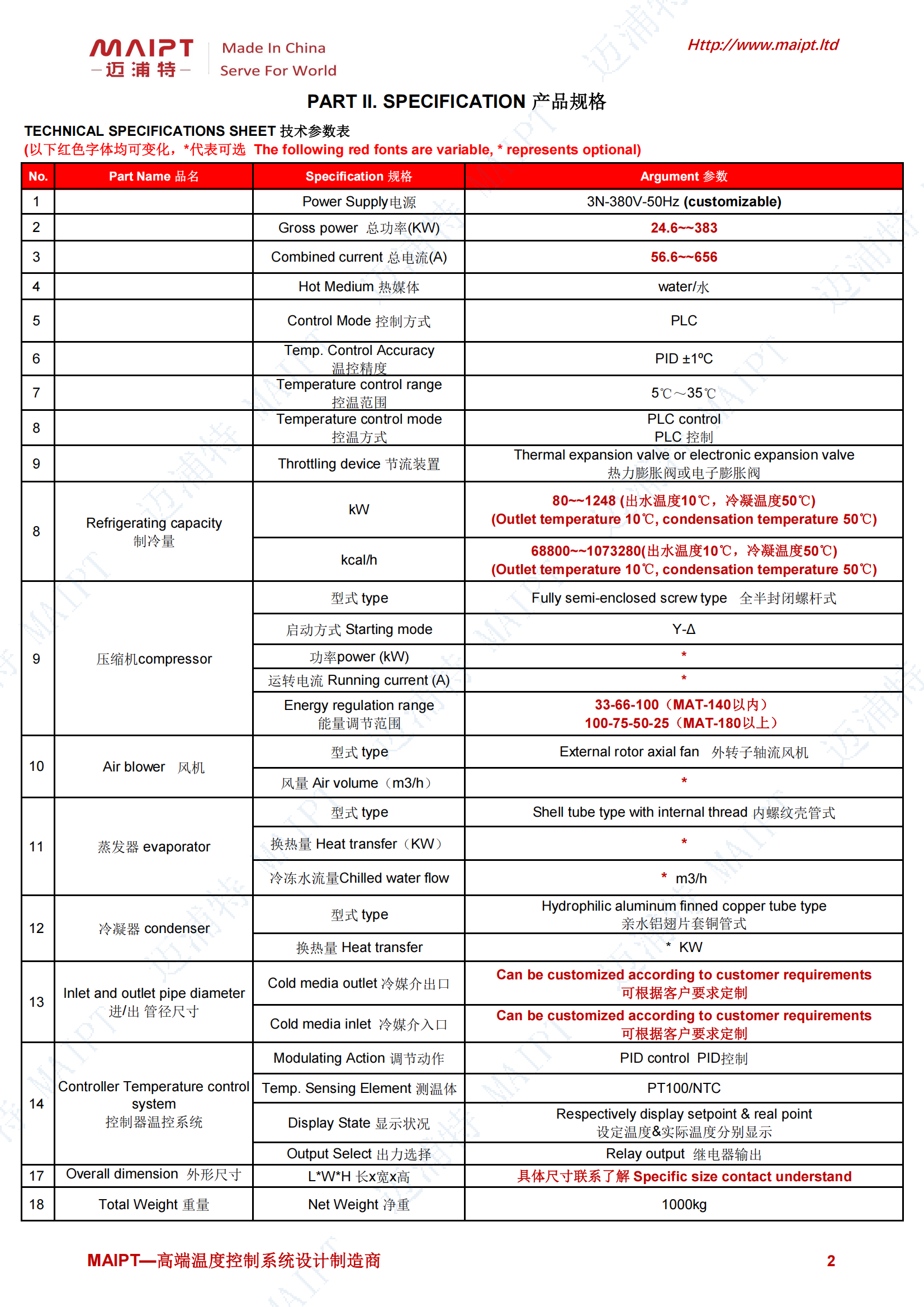
?高效制冷系統:搭載知名品牌螺桿式/渦旋式壓縮機,配合高效冷凝器、蒸發器及環保制冷劑(R134a/R410A等),制冷量覆蓋50kW-2000kW,低能耗更省成本。
?精準控溫能力:配備PLC智能控制系統+高精度溫度傳感器,支持±1℃的恒溫調節,實時監測冷卻介質流量、壓力、溫度,動態調整輸出,滿足化工反應對溫度波動的嚴苛要求。
?工業級防護設計:
?防爆:針對化工車間易燃易爆環境(如溶劑蒸汽、可燃氣體),機身采用防爆接線盒、隔爆電機,杜絕電氣火花風險;
?耐腐材質:換熱器、管路采用304/316L不銹鋼或環氧樹脂涂層,抗酸堿鹽腐蝕,適應化工腐蝕性介質環境;
?耐高壓結構:機組設計壓力適配化工高壓冷卻場景,確保長期穩定運行。
2. 定制化服務
支持根據化工產線需求定制:
?冷卻介質(詳見技術規格書)、流量(詳見技術規格書)、溫度(詳見技術規格書);
?安裝方式(落地式/撬裝式/集裝箱式),適配車間空間限制;
?功能擴展(如余熱回收、遠程監控、多機聯控),滿足智能化工廠需求。
3. 安全與售后
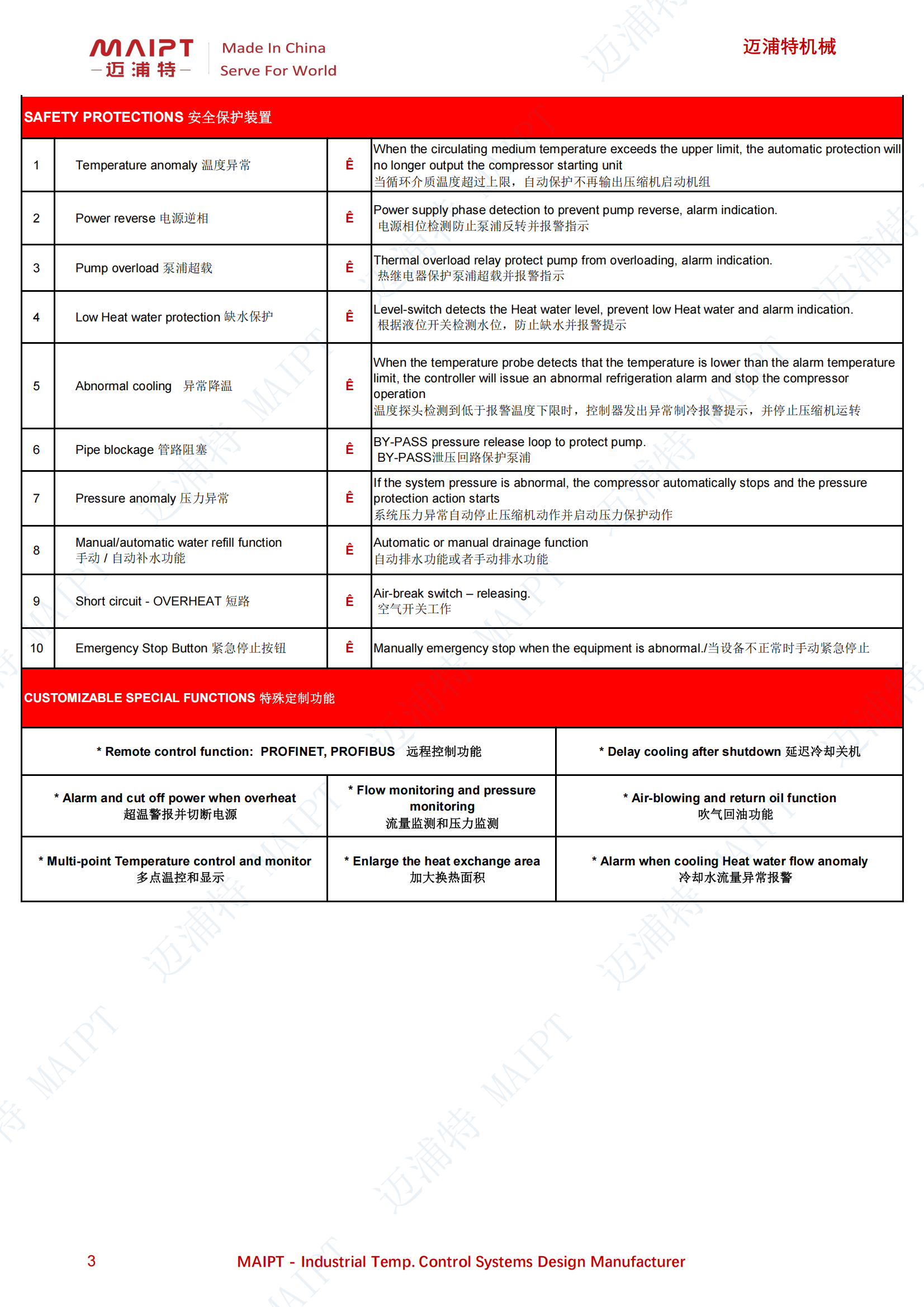
?多重保護:過載、過熱、低壓/高壓、防凍、缺相逆相保護,故障自動報警并停機;
?售后保障:提供1年質保,24小時響應,確保化工產線“零停機”。
典型應用場景
化工行業中,溫度控制直接影響反應效率、產品質量及設備壽命,工業冷水機組廣泛應用于以下場景:
1. 化學反應過程冷卻
?精餾塔/分餾塔:控制塔頂/塔底溫度,優化組分分離效率;
?聚合反應釜:防止反應放熱導致溫度過高,避免物料分解或爆聚;
?氧化/還原反應裝置:維持低溫環境,減少副反應,提升目標產物純度。
2. 物料處理與儲存
?溶劑回收:冷卻冷凝器,將揮發性溶劑(如苯、乙醇)液化回收,降低損耗;
?高溫物料冷卻:如樹脂聚合后、農藥中間體制備后的物料降溫,便于后續包裝或處理;
?危險化學品儲存:為儲罐(如液氨)提供伴熱/冷卻,防止超溫超壓。
3. 公用工程配套
?空調系統:為化工車間控制室、實驗室提供恒溫環境,保障精密儀器運行;
?循環水冷卻:替代傳統開式冷卻塔,減少水質污染風險,提升循環水利用率。
產品詳細描述
1. 核心技術與性能?高效制冷系統:搭載知名品牌螺桿式/渦旋式壓縮機,配合高效冷凝器、蒸發器及環保制冷劑(R134a/R410A等),制冷量覆蓋50kW-2000kW,低能耗更省成本。
?精準控溫能力:配備PLC智能控制系統+高精度溫度傳感器,支持±1℃的恒溫調節,實時監測冷卻介質流量、壓力、溫度,動態調整輸出,滿足化工反應對溫度波動的嚴苛要求。
?工業級防護設計:
?防爆:針對化工車間易燃易爆環境(如溶劑蒸汽、可燃氣體),機身采用防爆接線盒、隔爆電機,杜絕電氣火花風險;
?耐腐材質:換熱器、管路采用304/316L不銹鋼或環氧樹脂涂層,抗酸堿鹽腐蝕,適應化工腐蝕性介質環境;
?耐高壓結構:機組設計壓力適配化工高壓冷卻場景,確保長期穩定運行。
2. 定制化服務
支持根據化工產線需求定制:
?冷卻介質(詳見技術規格書)、流量(詳見技術規格書)、溫度(詳見技術規格書);
?安裝方式(落地式/撬裝式/集裝箱式),適配車間空間限制;
?功能擴展(如余熱回收、遠程監控、多機聯控),滿足智能化工廠需求。
3. 安全與售后
?多重保護:過載、過熱、低壓/高壓、防凍、缺相逆相保護,故障自動報警并停機;
?售后保障:提供1年質保,24小時響應,確保化工產線“零停機”。
典型應用場景
化工行業中,溫度控制直接影響反應效率、產品質量及設備壽命,工業冷水機組廣泛應用于以下場景:
1. 化學反應過程冷卻
?精餾塔/分餾塔:控制塔頂/塔底溫度,優化組分分離效率;
?聚合反應釜:防止反應放熱導致溫度過高,避免物料分解或爆聚;
?氧化/還原反應裝置:維持低溫環境,減少副反應,提升目標產物純度。
2. 物料處理與儲存
?溶劑回收:冷卻冷凝器,將揮發性溶劑(如苯、乙醇)液化回收,降低損耗;
?高溫物料冷卻:如樹脂聚合后、農藥中間體制備后的物料降溫,便于后續包裝或處理;
?危險化學品儲存:為儲罐(如液氨)提供伴熱/冷卻,防止超溫超壓。
3. 公用工程配套
?空調系統:為化工車間控制室、實驗室提供恒溫環境,保障精密儀器運行;
?循環水冷卻:替代傳統開式冷卻塔,減少水質污染風險,提升循環水利用率。
